
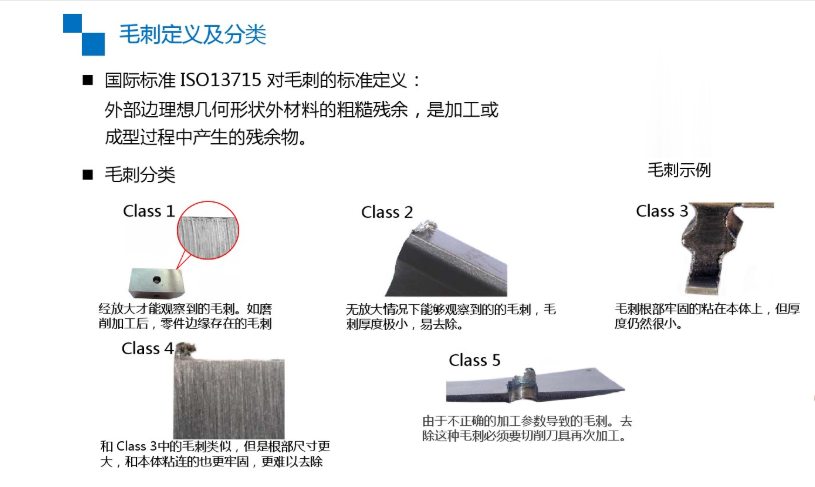
毛刺具有三個要素,分別是厚度、硬度和形狀。去毛刺的難易程度主要取決于毛刺的厚度。由于毛刺的厚度不同,其去除機理及所需的噴射壓力也不同。
目前在工業生產中許多金屬工件經切削加工后普遍會產生局部或部分毛刺,這些毛刺如果不被去掉將會造成許多不必要的麻煩,導致過濾器或管道堵塞;而在切削過程中,毛刺若墊在零件的基面上將會嚴重影響加工精度。
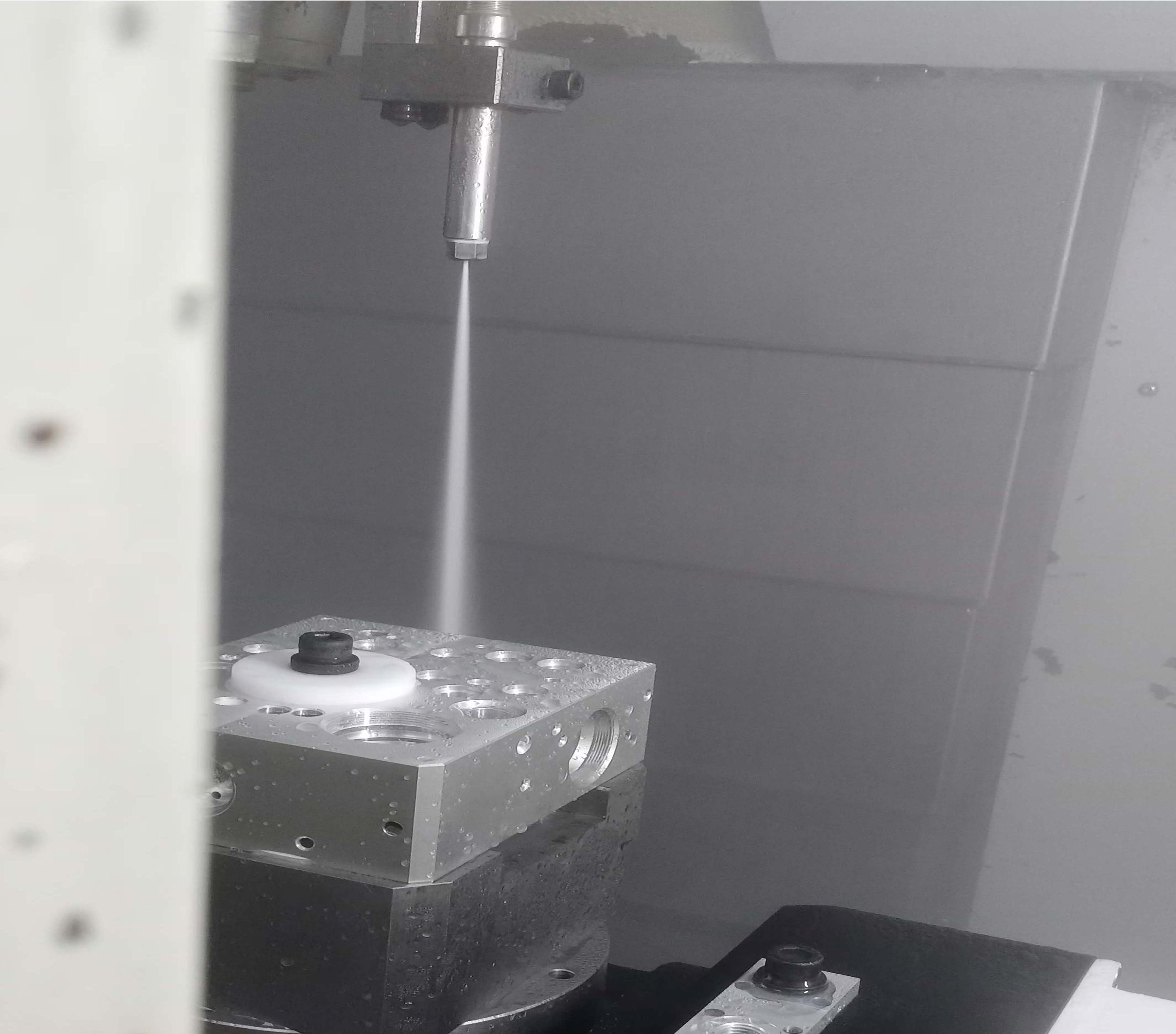
我們的產品有自帶水箱來進行良好的過濾,將機床原有水箱里的水溶性切屑液通過我們研發的過濾產品滲到二級水箱中,高壓泵體形成高壓冷卻液通過機床中心出水的主軸和刀柄(機床自帶配有)直接流向切削刃,把切削屑從切削刀具的排屑槽內清除,減少刀具的摩擦產生過熱,高速切屑刀具采用冷卻和潤滑來減少刀具過熱,對刀具過度磨損和產生毛刺有較好的控制。
排除機加工中鐵屑纏刀和纏工件的煩擾,切削更順暢。
刀具磨損降低,尤其斷刀風險大大下降,減少切削刃因過熱失去硬度過度磨損,延長刀具使用壽命,降低刀具成本。
提高進給速度和切削速度,挖掘生產中更多的生產力。
在加工中對刀具過熱和毛刺產生得到很好地控制。
提高零件光潔度,提升產品質量,從而提高產品市場競爭力。
品質精度和穩定性均大幅提高,減少報廢率和人工作業的成本。


 在線客服
在線客服
 13922929276
13922929276




